
文章
- 产品
- 文章

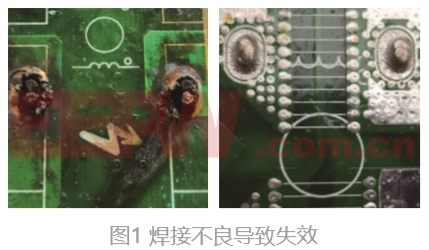
印制电路板(PCB)广泛应用于电子工业中,电子 元器件在PCB上的焊接方式通常包括手工焊和自动焊接 两类。作为当下重要的自动焊接技术之一,其因 焊点可承受较大机械应力,装配简单,成本低廉等优点 广泛应用于非便携式电子产品的制作工艺中,如家电、 大功率电源。异常将影响焊点机械可靠性、 抗热疲劳性能,对于一些强电器件(扼流圈,PFC电感 等)还将影响产品电气安全性能。如图1所示,为焊接 不良导致器件失效。当PCB上存在大吸热器件时,如何 保证产品焊接质量的可靠性,是电子行业工艺优化关注 的热点。
PCB焊接检验分为接触式检测、人工检测和新型自 动化检验。接触式检验和人工检验随着电子集成电路的 发展,其局限性日益突出,单纯通过PCB的导通性、绝 缘性或人工经验来判断缺陷的发放逐步被替代。自动光 学检测(Automatic Optic Inspection,AOI)作为电子行 业比较成熟的自动化检测技术,对于通孔、桥连等焊接 异常有较高的检查精度[2]。但是对于焊点内部合金层形 成、焊点透锡高度、沉铜厚度等影响产品运行可靠性的 工艺参数无法识别,存在测试盲区。金相分析通过对 焊点内部组织进行观察,判断焊点质量,提高产品可 靠性[3-4]。
金相分析是材料学中常用的一种分析手段,通过高 倍光学显微镜,利用光在不同介质分界面的光学现象, 观察某种材料内部组织结构,判断其属性是否发生变 异,有助于质量检验、失效分析、新工艺、新材料等工 作的可靠性。因此,其应用领域也扩展到了电子行业,常见的有芯片内部晶元解剖、PCB板过孔不通、PCB可 焊性分析等。 金相分析通常包括以下几个步骤: 1)选取待分析样本。选取需要分析的部件,大小 适宜,满足镶嵌。
2)镶嵌待磨制样本。将样本放入镶嵌机,加入镶 嵌粉,高温、高压模式下成型。成型时间视镶嵌粉材质 有所不同。
4)磨制后的样本抛光。磨制后经过粗抛光、细抛 光应保证表面无磨痕,像镜面,吹干后无水渍和污渍。
对于高压电解电容、PFC电感、扼流圈等强电器 件,因其特殊的承载及电气安全要求,焊接质量尤为重 要。手工焊接因存在焊接时长无法把控、易产生锡珠等 问题在电子制造业已逐步被淘汰。波峰焊技术作为电子 工业中一种重要工艺,主要用于自动焊接自插、手工插 装器件。影响波峰焊焊接工艺的因素主要包括两类:第 一类为波峰焊设备设定参数,如助焊剂流量、链速、预 热温度、炉温曲线等;第二类为PCB板特性,包括板材 厚度、焊盘元器件布局等。波峰焊参数设置不合理不仅 影响焊接质量,还将造成生产成本、效率浪费。
传统的参数设置效果以PCB过炉后是否有桥连、通 孔、上锡不良等作为直观判断依据,但对于焊点填充高 度、焊点合金层等影响焊点可靠性的参数却无法识别。 提高波峰焊工艺参数合理性,进而提高设备综合利用率 是电子制造工艺的追求目标之一,而金相分析提供为其 提供了解决方案。
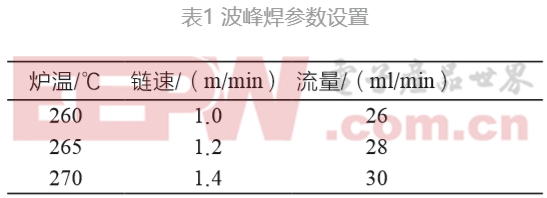
经验证,影响焊接的主要参数包括炉温、链速、助焊剂流量及种类。因助焊剂种类在选型固定后,生产阶 段不存在切换情况,因此论文主要对前三种参数的组合 进行验证。
不良:第一类为器件引脚异常(氧化、粘有异物 等)导致无法上锡;第二类为焊接过程异常导致引脚上 锡不良,更换元器件亦或是直接采用手工加锡的处理方 案,都存在成本、资源浪费,且不能保证处理后的PCB 是否满足焊接工艺标准。而金相分析为此类异常提供了 可靠的解决方案。使用金相分析对PCB焊接效果评估, 主要依照如下参数:透锡标准、气泡体积、合金层以及 PCB过孔沉铜厚度。针对不同的产品,以上4个参数标 准不尽相同,以家电类产品为例,要求各项参数需满足 以下条件:
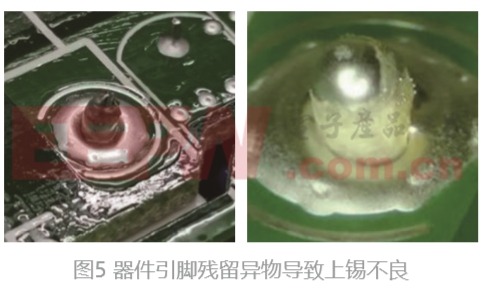
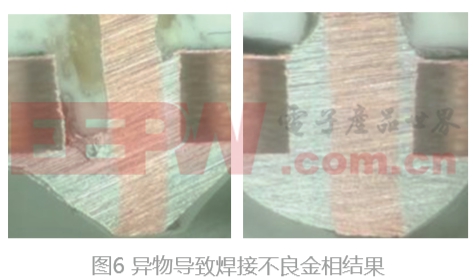
某次生产过程中,扼流圈引脚因固定底座的白胶残 留在引脚上,导致引脚通孔,如图5所示。通过金相分 析,如图6左所示,该引脚透锡高度不满足75%的工艺 要求;手工加锡后的金相结果如图6右所示,表明加锡 处理方案满足焊接要求。
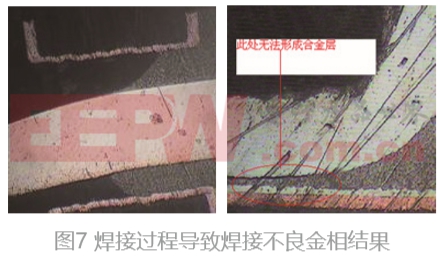
生产过程中因波峰焊设备异常,需对已生产的PCBA 进行评估。通过金相分析,如图7所示,表明引脚透锡高 度及焊点合金层形成异常。通过手工加锡处理后,如图8 所示,引脚透锡高度、合金层形成良好,同时,PCB过 孔沉铜厚度为39 µm,满足20 µm的工艺要求。

金相分析简单直观,是质量控制、失效分析、新材 料新工艺开发等工作不可缺失的一部分。焊接质量作为 影响运行可靠性的重要参数,文章采用金相方法 对多类别焊接不良进行分析,表明其有对于提高PCB焊 接质量、提高产品可靠性方面具有独特优势。
[1] 王晓敏.无铅波峰焊不同板厚的通孔填充性研究[D].哈尔滨:哈 尔滨工业大学,2008.
[2] 高静.基于深度学习的图像超分辨重建及其在PCB焊接质量检 测检测的应用[D].西安:西安电子科技大学,2018.
[4] 陆健,杨冬琴,黄倩露,等.基于大数据分析的半 导体工艺的良率提升研究[J].南通大学学报(自然 科学版),2016,15(4):17-21.